 ナクソー・PVD/DLC真空コーティング装置-IE
ナクソー・PVD/DLC真空コーティング装置-IE切削工具 コーティング・ソリューション
工具の切削力を高める4層フィルムシステム構造
切削工具コーティングソリューション切削工具コーティングソリューション









ナクソー・モールド・コーティング・ウィザード
| タイプ | 説明 | デュロメーター (HV) | 厚さ (μm) | 抗酸化温度 (℃) | 摩擦係数 | カラー | 申し込み |
| TN | チタン | 2000 | 1.0~3.0 | 600 | 0.25 | ゴールド | タップの一般鋼材加工 |
| TiCN | TiCN | 3800 | 1.0~3.0 | 450 | 0.2 | グレー | ステンレス・普通鋼タップの素材加工 |
| TiAlN | TiAlN | 3000 | 1.0~3.0 | 800 | 0.4 | ダーク・パープル | 一般金型鋼切削加工 |
| 午前 | AlTiベース | 3300 | 1.5~3.0 | 900 | 0.4 | ダークグレー | HRC≤40金型鋼、ステンレス鋼切断加工 |
| 空対地ミサイル | AlTiSiベース | 3500 | 1.5~3.0 | 1000 | 0.35 | ダークグレー | HRC≤45金型鋼、ステンレス鋼切断加工 |
| HM | TiSiベース | 3800 | 1.0~3.0 | 1100 | 0.3 | ブロンズ | ステンレス鋼、金型鋼、チタン合金の切断加工 |
| ハイメモリエリア | TiSiベース | 4200 | 1.5~3.0 | 1100 | 0.3 | ブロンズ | チタン合金、粉末冶金鋼、HRC30~55金型鋼加工 |
| かくのう | TiAlSiベース | 3500 | 4~6 | 1000 | 0.3 | ゴールド | 旋削インサート用模倣CVDコーティング |
| APS | AlCrベース | 3500 | 1.5~3.0 | 1100 | 0.3 | ダークグレー | HRC≧40金型鋼切断加工、ステンレス加工 |
| AG | AlCrベース | 3500 | 0.5~1 | 1000 | 0.3 | ダークグレー | ステンレスのハイライト、特殊高光沢加工 |
| AMS | TiAlCrベース | 3600 | 1.0~5.0 | 1000 | 0.3 | ダークグレー | ホブ切り、様々な条件の歯車成形カッター、フライスカッター、チップHRC≤50金型鋼、鋳鉄など。 |
| エーエムティー | AlCrベース | 4000 | 1.0~3.0 | 1000 | 0.3 | ダークグレー | ホブ切り・歯切り工具の高速ドライカット |
| エーエムエル | AlTiベース | 3000 | 1.0~5.0 | 1000 | 0.4 | ブラック | HRC≤45金型鋼、ステンレス鋼切断加工 |
| AMR | AlTiSiベース | 3500 | 1.0~5.0 | 1100 | 0.35 | ブロンズ | HRC55以上の焼入れ鋼用 |
| AU | AlTiSiベース | 3500 | 1.0~5.0 | 1100 | 0.35 | ブロンズ | ステンレス鋼ブレードのPVDコーティングに特化 |
| DX | CrAlTiベース | 3200 | 1.0~5.0 | 1000 | 0.4 | グレー | HRC55までのフライス加工およびドリル加工用の汎用タイプ |
| DA | ZrNベース | 3000 | 1.0~3.0 | 1000 | 0.3 | ライト・ゴールデン | 非鉄金属加工、ステンレス加工、チタン合金加工、高温合金加工 |
| AMD | AlTiSiベース | 4000 | 1.0~3.0 | 1200 | 0.35 | ダークグレー | 高硬度金型鋼加工、チタン合金加工、高温合金加工 |
| DH | CrAlSiベース | 3500 | 1.0~5.0 | 1100 | 0.35 | ブロンズ | ステンレス鋼フライス加工、チタン切断 |
| DP | AlCrベース | 3200 | 1.0~5.0 | 1000 | 0.3 | ダークグレー | 高速乾式切削用ホブ切削工具、ステンレス鋼・チタン合金・金型鋼加工用超硬工具 |
| DT | AlCrTiSiベース | 3600 | 0.5~3 | 1100 | 0.3 | ブロンズ | 52~65HRC高硬度ダイス鋼、脱ハードン合金、耐摩耗材料、タングステン銅合金、複合材料 |
| TX-S | AlTiベース | 3000 | 1.0~5.0 | 600 | 0.35 | ゴールド | HRC40までの炭素鋼ブレードが使用可能 |
| TiB2 | TiB2 | 3000 | 1.0~3.0 | 600 | 0.3 | 灰白色 | 非鉄金属加工、プラスチック加工 |
高光沢アーク工具コーティング


PVD TiB2およびZrNコーティング
非鉄金属加工
二ホウ化チタン(TiB₂)は、非常に高い硬度(~3400HV)、優れた耐摩耗性、高温耐性(融点>3000℃)、非鉄金属との良好な化学的適合性を持つ超硬質セラミック材料であり、アルミニウム、銅、マグネシウムの機械加工における高性能コーティングに理想的な選択肢です。
窒化ジルコニウムコーティングは、その耐食性と低い摩擦係数を活かして、非鉄金属や木材加工に広く使用されている。
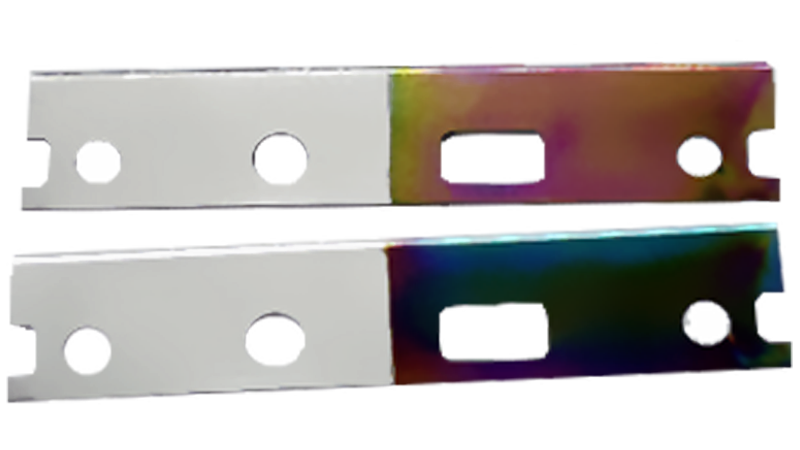
薄刃カッター用Ta-Cコーティング
薄刃カッター コーティング
Naxau ta-C炭素膜シリーズ、膜厚0.2-0.5μm、硬度3500-6000HV、摩擦係数0.1-0.15、低温浸漬膜200℃以内、薄刃ナイフ工具の応用に適している。スキルは、基板の硬度と仕上げを低下させることなく、切断力を大幅に向上させ、広く剃刀、芝刈り機、糸くずカッター、ダイカッターや他のドライ切断条件で使用することができます。
さらに、高い耐摩耗性が要求される薄刃工具のために、NanoShieldは、寿命を2~4倍に延ばし、チッピングのリスクを低減できる厚膜金属セラミックフィルムシリーズを用意しています。
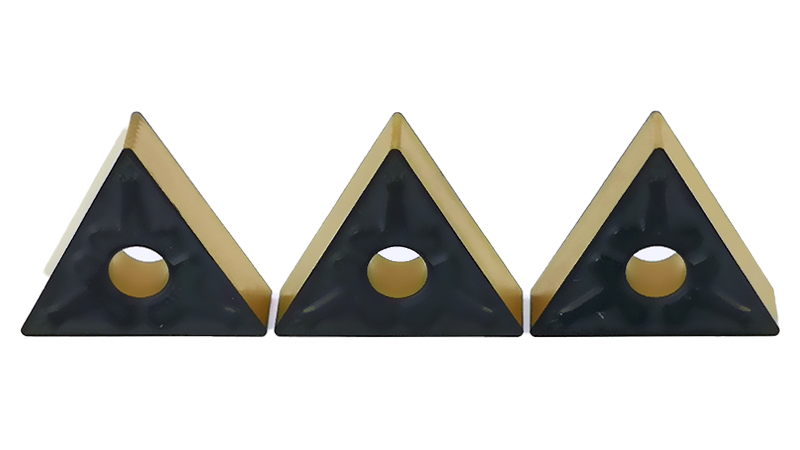
CVD Al2O3 - TiNコーティング
CVD CNC旋盤インサートコーティング
PVDと比較すると、CVD Al₂O₃コーティングは6~20ミクロン、あるいはそれ以上の厚さまで成膜でき、耐摩耗性と密着性が高く、より大きな切削力と過酷な切削環境に耐えることができる。
CVD酸化アルミニウムコーティングされたターニングチップは、より高い耐摩耗性と耐熱性を必要とする荒加工やその他の加工に適しています。
CVDコーティングされたカッターは、2回目の研磨によって鏡面とエッジの鋭さを達成することができます。
