 ナクソー・PVD/DLC真空コーティング装置-IE
ナクソー・PVD/DLC真空コーティング装置-IE配列
如何何选择pvd刀片涂层-2021
下载中心 3115

古铜色车刀片涂层
根据刀片的具体的加工形状、机床数(工艺、速度等)、被加工材料(热处理工艺、硬度等)、推荐使用不同的pvd刀片涂层。
对于终端客户,批次加工材料固定,可以选用不锈钢,高温合金等专用刀片涂层,而针对需要备库的经销商,则可以考虑通用涂层,应对不同加工材料需求。
新型等离子增强型弧源技术平台术优势
- 优势1--磁场设计更优,离化率更高,液滴更少,镀的薄膜表面更光滑细腻
- 优势2--弧源能量更强,薄膜粒子更致密,涂层硬度更高
- 优势3--涂层应力更小,刀尖涂层不脱落
| 涂层名称 | 颜色 | 涂层硬度(HV) | 抗化温度 | 摩擦系数 | 涂层厚度μm | 应用推荐 |
|---|---|---|---|---|---|---|
| 复合TiN | 金黄 | 2000 | 500 | 0.25 | 2-3 | 通用钢件加工;抗粘黏性较好 |
| TX-S | 金黄 | 3500 | 800 | 0.25 | 4-6 | 普通钢材、铸铁、不锈钢通用ڂ层 |
| エーエムエル | 紫黑色 | 3300 | 800 | 0.3 | 3-4 | 一般钢件加工 |
| AMR | 古铜色 | 4200 | 1000 | 0.3 | 2-3 | 针对不锈钢、高硬度材料;耐磨高温 |
| エーエムティー | 灰色 | 4000 | 1200 | 0.3 | 3-4 | 针对高硬、镍基合金等难加工材料 |
ナクサウ数控刀片切削测试实验
- 实验:
采用断续车削来检验涂层的耐磨性和抗冲击能力,切削参数如下:。
材料:718hh(硬度40~42hrc)
Vc = 100m/分
f = 0.25mm/r
Ap = 1mm
干式切削
强断续(4条槽) 
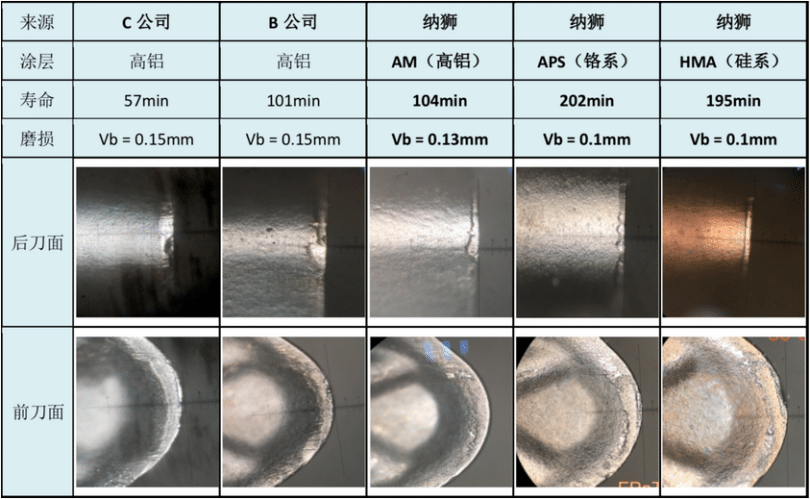
结论
在中速干切粗加工,并带有强烈冲击的条件下,车削加工HRC40的模具钢,Naxau刀片涂层都表现出了非常好的耐磨性和抗击性能。
同样的种类的高铝涂层,我们的浜涂层不论在前刀面的抗冲击性,抗热性,以及后刀面的耐磨性表现都比公司,c公司的高铝更好。
相关下载
上一篇: PVD真空镀膜系统中文型录像-2020
