全站搜索
Four-layer film system structure to enhance tool cutting force
| Type | Description | Durometer (HV) | Thickness (μm) | Antioxidant temperature (℃) | Coefficient of friction | Color | Application |
| TN | TiN | 2000 | 1.0~3.0 | 600 | 0.25 | Gold | General steel processing of taps |
| TiCN | TiCN | 3800 | 1.0~3.0 | 450 | 0.2 | Glay | Stainless steel and normal steel material processing of taps |
| TiAlN | TiAlN | 3000 | 1.0~3.0 | 800 | 0.4 | Dark Purple | General mold steel cutting processing |
| AM | AlTi-based | 3300 | 1.5~3.0 | 900 | 0.4 | Dark Gray | HRC≤40 mold steel, stainless steel cutting processing |
| ASM | AlTiSi-based | 3500 | 1.5~3.0 | 1000 | 0.35 | Dark Gray | HRC≤45 mold steel, stainless steel cutting processing |
| HM | TiSi-based | 3800 | 1.0~3.0 | 1100 | 0.3 | Bronze | Stainless steel, mold steel, titanium alloy cutting processing |
| HMA | TiSi-based | 4200 | 1.5~3.0 | 1100 | 0.3 | Bronze | Titanium alloy, powder metallurgy steel, HRC30~55 mold steel processing |
| CV | TiAlSi-based | 3500 | 4~6 | 1000 | 0.3 | Gold | Imitation CVD coating for turning inserts |
| APS | AlCr-based | 3500 | 1.5~3.0 | 1100 | 0.3 | Dark Gray | HRC ≥ 40 mold steel cutting processing, stainless steel processing |
| AG | AlCr-based | 3500 | 0.5~1 | 1000 | 0.3 | Dark Gray | Stainless steel highlighting, high-gloss processing of special high-gloss |
| AMS | TiAlCr-based | 3600 | 1.0~5.0 | 1000 | 0.3 | Dark Gray | Hobbing, gear shaping cutters for various conditions, milling cutters, inserts HRC ≤ 50 mold steel, cast iron, etc. |
| AMT | AlCr-based | 4000 | 1.0~3.0 | 1000 | 0.3 | Dark Gray | High-speed dry cutting of hobbing and gear shaping tools |
| AML | AlTi-based | 3000 | 1.0~5.0 | 1000 | 0.4 | Black | HRC≤45 mold steel, stainless steel cutting processing |
| AMR | AlTiSi-based | 3500 | 1.0~5.0 | 1100 | 0.35 | Bronze | For hardened steel above HRC55 |
| AU | AlTiSi-based | 3500 | 1.0~5.0 | 1100 | 0.35 | Bronze | Specialized for PVD coating of stainless steel blades |
| DX | CrAlTi-based | 3200 | 1.0~5.0 | 1000 | 0.4 | Glay | General purpose for milling and drilling up to HRC55 |
| DA | ZrN-based | 3000 | 1.0~3.0 | 1000 | 0.3 | Light Golden | Non-ferrous metal processing, stainless steel processing, titanium alloy processing, high temperature alloy processing |
| AMD | AlTiSi-based | 4000 | 1.0~3.0 | 1200 | 0.35 | Dark Gray | High-hardness mold steel machining, titanium alloy machining, high-temperature alloy machining |
| DH | CrAlSi-based | 3500 | 1.0~5.0 | 1100 | 0.35 | Bronze | Stainless steel milling, titanium cutting |
| DP | AlCr-based | 3200 | 1.0~5.0 | 1000 | 0.3 | Dark Gray | Hobbing tools for high-speed dry cutting, carbide tools for machining stainless steel, titanium alloy, mold steel |
| DT | AlCrTiSi-based | 3600 | 0.5~3 | 1100 | 0.3 | Bronze | 52-65HRC high hardness die steel, deharpenable alloys, wear-resistant materials, tungsten-copper alloys, composite materials |
| TX-S | AlTi-based | 3000 | 1.0~5.0 | 600 | 0.35 | Gold | Carbon steel blades up to HRC40 are universal |
| TiB2 | TiB2 | 3000 | 1.0~3.0 | 600 | 0.3 | Greyish white | Non-ferrous metal processing, plastics processing |


PVD TiB2 and ZrN Coating
Non-ferrous Metal Processing
Titanium diboride (TiB₂) is a superhard ceramic material with very high hardness (~3400 HV), excellent wear resistance, high temperature resistance (melting point >3000°C) and good chemical compatibility with non-ferrous metals, making it an ideal choice for high-performance coatings in machining of Aluminium, Copper and Magnesium.
Zirconium nitride coatings, with their corrosion resistance and low coefficient of friction, are widely used in non-ferrous metal and wood processing.
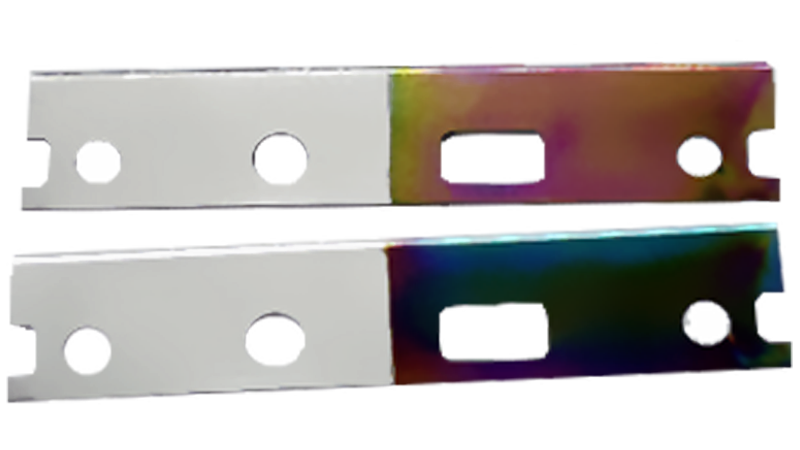
ta-C Coating for Thin Blade Cutters
Thin Blade Cutters Coating
Naxau ta-C carbon film series, film thickness 0.2-0.5μm, hardness 3500-6000HV, coefficient of friction 0.1-0.15, low-temperature immersion film within 200℃, suitable for thin-blade knife tool applications. Skills significantly increase the cutting force without reducing the hardness and finish of the substrate, can be widely used in razor blades, lawn mowers, lint cutters, die cutters and other dry cutting conditions.
In addition, for thin-edged tools with high wear resistance requirements, NanoShield has a series of thick-film metal-ceramic films that can increase life by 2-4 times and reduce the risk of chipping.
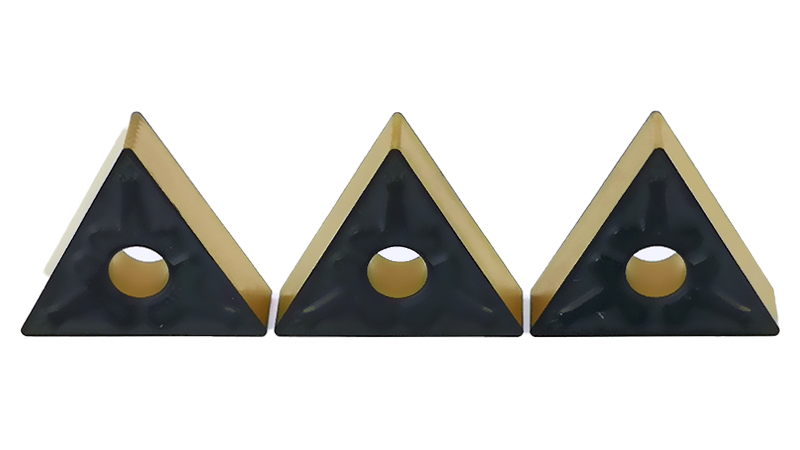
CVD Al2O3 – TiN coating
CVD CNC Turning Insert Coating
Compared with PVD, CVD Al₂O₃ coatings can be deposited up to 6-20 microns or even thicker, with higher wear resistance and better adhesion, and are able to withstand greater cutting forces and harsher cutting environments.
CVD aluminium oxide coated turning inserts are more suitable for rough turning and other scenarios that require higher wear and heat resistance of Cutters.
CVD coated Cutters, mirror surface and edge sharpness can be achieved by second polishing.
 Naxau PVD/DLC Vacuum Coating Equipment-IE
Naxau PVD/DLC Vacuum Coating Equipment-IE